製造の流れ
組立
組立作業については、大きく分けて、「端子挿入とチューブ取付」「アースバンド装着とはんだ付け」「チューブ熱収縮」の3つに分けられます。それぞれについて解説いたします。
端子挿入とチューブ取付時の手順と注意点
下記は、実際の作業の様子です。
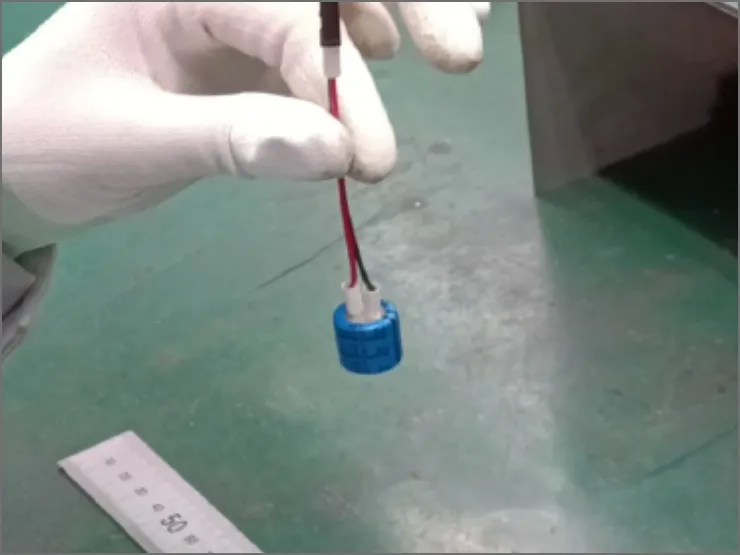
①まず、コンタクト端子をハウジングへ挿入し、確実なロックを確認します。
圧着したリード線のコンタクト端子を、指定の配色でハウジングへ挿入します。

図2. ハウジング
・ ハウジングの1番 … 赤リード線のコンタクト端子
・ ハウジングの2番 … 黒リード線のコンタクト端子
挿入する際はコンタクト端子の向きに注意してください。正規に挿入されると「パチン」と音がしますが、音の確認だけで済ませず、ストッパに完全に当たるまでしっかりと押し込むことがポイントです。 また、挿入後は線を持った状態で一旦押し込んでから軽く引張って、完全にロックされているかを必ず確認します。この確認作業は後からまとめて行わず、必ず「1本挿入するごと」に実施してください。
②続いて、用途に合わせた2種類の熱収縮チューブをリード線に通します。
リード線の結束と絶縁を行うために、以下の順序でチューブを通します。 まず、結束用の熱収縮チューブに、赤と黒のリード線を「一緒に」挿入します。次に、端子絶縁用の熱収縮チューブへ、赤と黒のリード線を「別々に」挿入します。用途によってチューブへの通し方が異なるため、間違えないように注意して作業を進めます。
アースバンド装着とはんだ付けの手順と注意点
下記は実際の作業の様子です。
①まず、静電気対策を行い、電子部品(キャパシタ)を固定具にセットします。
作業を始める前に、静電気防止リストストラップ(アースバンド)を装着します。リストバンドの金属プレートや布地が肌に触れるように手首に巻き、クリップコードを作業台のアース接地部分に確実に接続します。 その後、はんだ付けに使用する固定具(雇)にキャパシタをセットします。キャパシタのリード端子には極性があるため、以下の点に注意して取り扱うことがポイントです。 ・ プラス(+)側 … リード端子が短い方 ・ マイナス(-)側 … リード端子が長い方、または本体絶縁フィルムにライン表記がある方
②次に、マイナス側(黒リード線)のはんだ付けを行います。
はんだこてを当てやすくするため、マイナス端子が右側になるように配置します。リード端子が小さく直接巻き付けづらいため、専用の治具を使用して黒リード線の芯線部分を巻き付けて形を作ります。 形作った芯線をマイナス端子に挿入し、はんだ付けします。このとき、以下のこて先温度と漏れ電流値に注意することがポイントです(※始業前点検で確認します)。
・ 共晶はんだ … 325 ± 15 ℃
・ 鉛フリーはんだ … 350 ± 10 ℃
・ 漏れ電流 … 10 ㎌ 以下
③続いて、プラス側(赤リード線)のはんだ付けを行います。
キャパシタ本体を回して動かし、今度はプラス端子が右側に来るように配置します。マイナス側と同様に、治具を用いて赤リード線の芯線部分を巻き付けて下記図2のような形を作り、プラス端子に挿入してはんだ付けを行います。(図3)

図2. 赤リード線の芯線部分

図3. プラス端子に挿入
④最後に、部品を取り外し、両端子のはんだ付け状態を点検します。
プラス・マイナス両方のはんだ付けが終わったら、キャパシタを固定具(雇)から外します。両端子部分のはんだが確実に行われているか、仕上がり状態を目視でしっかりと点検します。

図4. はんだ付け後
チューブ熱収縮の手順と注意点
下記は実際に行っているチューブ熱収縮の作業の様子です。
①まず、端子絶縁用チューブをドライヤーで熱収縮させます。
組品を常に動かしながら、ドライヤーの温風を当てて熱収縮させます。このとき、ドライヤーの設定温度は220~230℃位を目安にします。設定温度が高過ぎたり、同じ部分に長くドライヤーを当て過ぎたりすると、リード線を焦がしてしまう恐れがあるため、十分に注意して作業を進めることがポイントです。
②次に、結束用チューブの位置を合わせてから全体を熱収縮させます。
結束するチューブの位置を図面指示に基づきスケールで正確に測り、まずはチューブがずれて動かなくなる程度に軽く熱収縮させます(仮止め)。チューブが動かなくなったら、組品を動かしながら再度ドライヤーの温風を当て、全体をしっかりと熱収縮させます。
③最後に、熱収縮したチューブと周辺のリード線の状態を点検します。
すべてのチューブの収縮作業が終わったら、熱収縮したチューブそのものや、その付近のリード線に熱によるダメージ(焦げや変形など)がないか、全体の仕上がり状態を目視でしっかりと点検します。
ハーネス加工は、産業用ハーネス加工&ユニット組立ソリューションまで
産業用ハーネス加工&ユニット組立ソリューションを運営するアイガ電子工業は品質を担保するための充実した生産体制と卓越した技術者を有しており、お客様のご要望に沿ったハーネス加工を行うことが可能です。ハーネス加工に関することなら、お気軽にご相談ください。